
Container Closure Integrity Test Method Development Using Headspace Gas Ingress
By Suzanne Kuiper

HEADSPACE GAS INGRESS TESTING
Recent regulatory guidance has made clear there is no ‘gold standard’ container closure integrity (CCI) test. An appropriate CCI test method should be applied depending on the specific product container closure system configuration, the stage in the product life cycle, and the testing throughput required. It is therefore considered best to create a toolbox of CCI testing methods.
The United States Pharmacopeia (USP) <1207> - Package Integrity Evaluation – Sterile products chapter describes the various available CCI testing techniques, and provides guidance on method development and validation in various stages of the product life cycles. Headspace analysis is described as one of the deterministic CCI tests, which are preferred over the use of probabilistic methods, such as blue dye ingress and microbial challenge testing.
Non-destructive headspace analysis as a CCI test method is based on detecting changes in the headspace gas composition that result from gas ingress through a leak. It can be applied to a range of product configurations, and formulations, and has historically been used for detecting leak defects in modified headspace product (for example, lyophilized productpackages which are often prepared with a partial pressure of nitrogen). A leak defective container will naturally ingress air and an increase of headspace oxygen concentration will imply loss of CCI.
However, when a sample contains a 1 atm air headspace (i.e. not modified), a leak does not naturally result in a change in headspace gas composition. For this situation Lighthouse has developed an alternative headspace gas ingress approach for CCI testing. An air headspace sample is pre-conditioned by placing the sample in a carbon dioxide-rich environment before a headspace analysis measurement is made. Elevated CO2 levels measured after the sample pre-conditioning cycle identify samples that have a loss of CCI and have therefore ingressed CO2. For this sample pre-conditioning step, Lighthouse has designed a CCI test vessel which creates an environment that accelerates gas ingress through a leak defect. This vessel allows for various sample conditioning cycles that could include pulling an initial vacuum and backfilling with CO2 and/or overpressurizing with CO2 to drive a headspace CO2 change using pressure differentials.
METHOD DEVELOPMENT
A method based upon Headspace Gas Ingress testing is deterministic and analytical and can therefore be robustly developed and validated. During method development it is important to take into account the scope of the method:
- In which stage of the product life cycle is the test going to be used?
- What type of defects have the highest risk of occurring?
- What leak detection sensitivity is required?
- Can the product formulation interfere with the CCI test?
- Is the package or product affected by the test method?
POSITIVE CONTROLS
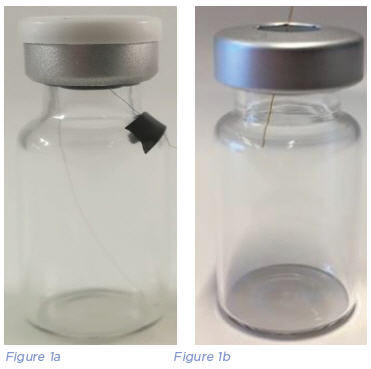 During method development for a specific product-package configuration, method parameters are determined and tested to ensure the CCI testing method can differentiate between leaking and non-leaking containers. Various negative controls (packages without an intentional defect) and positive controls (packages with an intentional defect) are therefore tested. Positive controls should be selected according to the scope of the method, taking into consideration what the purpose of the positive control is. Examples of positive controls, including advantages and disadvantages, are listed in Table 1 below. For instance, using micron-sized wires between a vial neck and a stopper (figure 1a) would simulate a fiber or a hair stuck in the sealing area, which is a realistic defect. However, the actual leak path resulting from the wire is not well-defined. This can vary from sample to sample depending on the sample preparation, the elasticity of the rubber stopper, and the crimping compression. Other defect types, like a micro-capillary placed into a rubber stopper (figure 1b) have a defined diameter and path length which can give insight into leak detection sensitivity. However, these defects will not likely occur in real product-packages. Real world defects are usually very complex, with no defined diameter, length or shape and some defects can even change over time.
During method development for a specific product-package configuration, method parameters are determined and tested to ensure the CCI testing method can differentiate between leaking and non-leaking containers. Various negative controls (packages without an intentional defect) and positive controls (packages with an intentional defect) are therefore tested. Positive controls should be selected according to the scope of the method, taking into consideration what the purpose of the positive control is. Examples of positive controls, including advantages and disadvantages, are listed in Table 1 below. For instance, using micron-sized wires between a vial neck and a stopper (figure 1a) would simulate a fiber or a hair stuck in the sealing area, which is a realistic defect. However, the actual leak path resulting from the wire is not well-defined. This can vary from sample to sample depending on the sample preparation, the elasticity of the rubber stopper, and the crimping compression. Other defect types, like a micro-capillary placed into a rubber stopper (figure 1b) have a defined diameter and path length which can give insight into leak detection sensitivity. However, these defects will not likely occur in real product-packages. Real world defects are usually very complex, with no defined diameter, length or shape and some defects can even change over time.
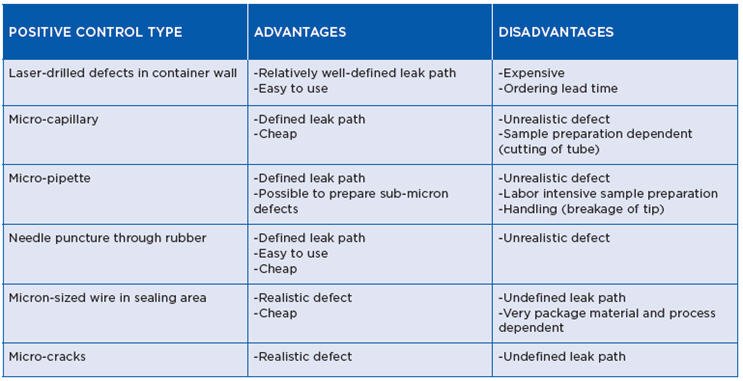
Table 1: Overview of examples of positive controls used in CCI testing method development including examples of their advantages and disadvantages.
During method development, the various positive and negative controls are placed in the CCI test vessel. Figure 2 shows the results of a CCI test vessel cycle that used a 13-minute vacuum-CO2 overpressure cycle for empty 2R negative and positive controls. The results show that a 5μm laser-drilled defect in the vial wall was easily and consistently detected with almost 1 atm of CO2 ingressing into these positive controls for the chosen sample pre-conditioning cycle. The samples that contained a 25μm or a 40μm wire in the sealing area show variation in the detection, most probably because of the inconsistent leak paths. However, on average, these positive controls also showed hundreds of mbar of CO2 ingress. The parameters of the sample pre-conditioning cycle (overpressure of the tracer gas, time duration) can be adjusted to optimize detection sensitivity and limits of detection.
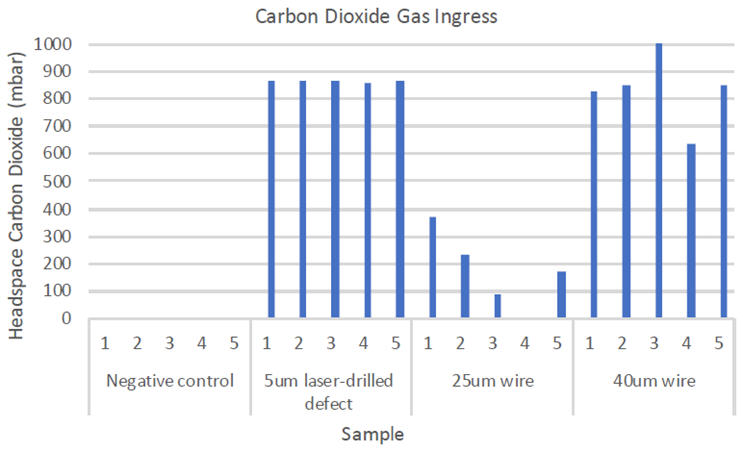
Figure 2: Headspace carbon dioxide ingress into empty 2R vials after a pre-conditioning cycle: 1 minute vacuum, 1 minute at 1 atm. CO2, 1 minute vacuum and 10 minutes at 2.4 atm. CO2.
METHOD VALIDATION
When validating the final CCI test method, it should be demonstrated that the method is able to accurately differentiate between leaking and non-leaking containers and to verify the Limit of Detection (LOD). This again requires the use of positive and negative controls. The CCI test method parameters determined, and extensively tested during method development, are used as part of a defined test method during the validation. The test is performed multiple times, with multiple operators, to verify that the selected positive controls (representing a critical defect) are detected as leaking samples, and the negative controls are passed as having good CCI.
In general, the gas ingress CCI test, using a tracer gas and a CCIT vessel, is capable of generating robust analytical CCI data in all stages of the product life cycle. It is a clear upgrade to the traditional blue dye ingress test, using a ‘bath’ of tracer gas instead of liquid dye for increased sensitivity and making an analytical measurement of the gas ingress through a leak. The non-destructive nature of the test and the generation of analytical data enables robust method development of CCI test methods. These methods can be optimized per product configuration and then validated with scientific studies demonstrating the detection of critical leaks and the determination of limits of detection.