
Seven Key Parameters To Consider When Conveying Toxic And Explosive Powders
By Sharon Nowak

Seven Key Parameters
When moving powder from process to process in these industries, several crucial factors must be addressed to ensure an acceptable solution. The method of moving powders in an enclosed stream of air or nitrogen is commonly known as vacuum conveying and the technology for this form of transport has evolved to meet the arduous demands of these markets.
Typically, there are seven key goals that the end user, in conjunction with the equipment supplier, should consider when addressing the use of vacuum conveying.
1) Maximize Product Containment for Toxic Powder Transfer: The system used to convey toxic and highly expensive powders must eliminate any possibility of the powder leaking into the working environment.
2) Maximize Product Yields: All the powder leaving one process should be transferred to the next process with an absolute minimum of retained powder.
3) Minimize Product Segregation and Attrition: Low-velocity, dense phase systems are possible when using vacuum and this type of system minimizes product degradation and also eliminates product segregation when conveying products that have undergone a mixing or blending cycle.
4) Optimize Cleaning Cycles in Sanitary Powder Applications: All equipment used in the transfer of powders must be capable of being very thoroughly cleaned. A variety of cleaning techniques and designs are available for consideration.
5) Optimization of the Overall Process through Integrated Systems Design: For reasons of economy, it is advantageous if the transferring of powders can be integrated into a duplicate process such as air swept sieving or air swept milling. This integration simplifies the powder handling and helps to increase efficiency on the secondary process.

7) Optimization of Safety: Inert gases such as nitrogen are very easy to introduce into a vacuum system thus ensuring the elimination of oxygen and a consequently safe system with no danger of explosion.
Parameter 1: Eliminate Leakage
Vacuum conveying meets many of these criteria due to the fact that the negative pressure inside the vessels and pipe work precludes any powder leakage to the atmosphere. A typical vacuum conveying system is fully sealed with the entrainment of the powder being contained by means of a sealed container attached to the process device being unloaded. In the case of highly toxic powders, the additional use of split butterfly containment valves can be incorporated to maintain specific OEL levels.
During the vacuum process, the vacuum or suction is generated by means of a vacuum pump. The vacuum in the pickup source is initiated and material flows from its source directly to the sealed container or receiver. After the receiver is filled to the required capacity (usually detected by means of a level indicator), the vacuum breaks. Material settles within the receiver. Upon request of powder from the process below, such 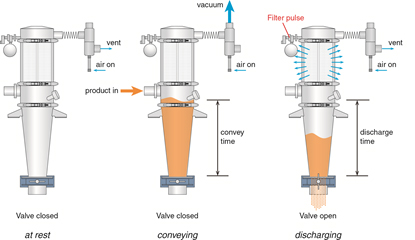
The introduction of powders that are not free flowing to the vacuum system can be “assisted” by a range of flow aids such as vibration, fluidization, or aeration pads. These devices are located into a steep-sided vessel, which also encourages the powder to flow to the entrainment point where the air and powder are mixed ensuring a smooth transfer through the convey line.
Parameter 2: Maximize Product Yields
The speed of the air movement in a well-designed vacuum conveying system ensures that the powder cannot settle out in the pipe line, thus ensuring that no residue remains. In addition, at the very end of the run, line clearing valves can be used to ensure that any remaining material is cleared into the receiver prior to dismantling the unit for cleaning.
Design of the vacuum receiver with reverse jet filters and steep discharge cone angles, or sometimes straight cylindrical walls, also encourages the free flow of powders from the receiving hopper into the next process. The more difficult-to-handle powders are encouraged to flow with various flow aids such as vibrators and varying degrees of fluidization. Filtration is crucial when handling fine powders.
Modern filter materials, such as PTFE laminated polyester, have been designed to have high release characteristics that ensure that the filter does not allow the passage of fine particles and that residual material is removed during the filter clean cycle. Well-designed vacuum hoppers have all welds ground smooth and are designed to be crack and crevice free with a high degree of polish.
Parameter 3: Minimize Product Segregation
The technique of low-speed conveying by vacuum has been used for many different pharmaceutical products, and is utilized primarily for short “up and in” distances. Typical applications are the unloading of mixers and loading of tablet presses, capsule filling lines, sachet fillers, and storage systems.
Parameter 4: Optimize Cleaning Cycles
In applications where cleaning and sanitary design is imperative, in many cases the equipment used for conveying powders is still dismantled and taken away to the wash room where it is cleaned before re-assembly. To aid this method of cleaning, all good quality conveying equipment can be very easily dismantled and reassembled by unskilled operators. As an option in design, most conveying equipment can now be designed to be wet-in-place (WIP).

The swing-out head feature of the filter receiver is also helpful in areas where there is a headroom issue, since the filters in this case are removed from below, as opposed to above the filter receiver. Further design options incorporate lift mechanisms for the complete filter receiver assembly in order to facilitate the overall cleaning and dismantling procedures, thus shortening and optimizing overall cleaning cycle times.
Parameter 5: Optimization of the Overall Process
One of the major advantages of a vacuum conveying system is that it is very easy to introduce a secondary process into the initial transfer process. For example, when base raw materials arrive in bags or paper sacks, it is essential that they are check screened before entering the manufacturing process. This is achieved by simply introducing a sieve into the convey line. Powder is conveyed from the sack or bin and as it passes through the screen any oversize particles or foreign matter are trapped on the stainless mesh. The acceptable powder passes through the mesh and continues on to the next phase of the process. The flow of air through the mesh helps to keep the mesh clean and often increases the efficiency of screening compared to gravity screening where there is no additional air flow.
A similar technique can be used with conical screen mills which are often used to de-lump the material coming from the powder source and prior to introduction to the process. The conical screen mill is placed in between the product pickup point and the vacuum receiver, with the effect of material being drawn through the mill with a stream of fast flowing air. Operation of the conical screen mill under vacuum has the added advantage in reduction of overall residence time within the mill, thus also reducing any added attrition which may occur in the process.

Parameter 6: Ease of Operation and Integration
Due to the availability of a wide variety of product sources — in drums, bags, bulk bags, intermediate bulk containers (IBCs), and flexible intermediate bulk containers (FIBCs) — it is imperative that the vacuum system utilized be easily integrated into the product pickup method. Sack tip stations complete with integrated vacuum pickup points as well as IBC docking stations with the same type of pickup hoppers are available from most systems-orientated vacuum conveying manufacturers. In addition, for contained conveying, specialty dump stations/pick up hoppers with gloveboxes can also be provided. Typical connection points are via simple clamp arrangements for ease in assembly. In addition, for sanitary applications, devices usually incorporate some type of spray ball assembly for cleaning as well as a drain in the pickup device for drainage.
Parameter 7: Optimization of Process Safety
Many fine chemicals and pharmaceutical powders have a low minimum ignition energy (MIE). This is a measure of how easily the powder dust cloud can be ignited by any source of ignition. A generally accepted measure of explosive potential is if the powder being conveyed has an MIE of less than 10 millijoules; when this occurs a method of dealing with this explosive potential must be designed within the system.
Sources of ignition can vary from several sources including static sparks, metal impact by a fast rotating item, hot particles from dryers, or faulty electrical items. Any of these sources coming into contact with a potentially explosive dust cloud can create an explosion. The severity of the explosion is measured by the KST value but even a mild explosion must be avoided. When dealing with powder conveying, there are typically three methods of dealing with a potential explosion. (It should be noted that explosion suppression is not listed as there is a strong possibility of tripping the suppression system and introducing the suppressant to the batch, thus eliminating it as a good choice for many systems).
The three most common methods of explosion suppression are the following:
1) Explosion Containment: This is a method where all the equipment must be made strong enough to contain the explosion when and if it occurs. Due to the strength of the required design, this can be a very difficult and expensive solution to implement.
2) Explosion Venting: This method builds in a bursting disc which ruptures at a very low pressure rise and allows the explosion to be vented through a duct to an external wall. The main problem with this technique is finding an external wall close to the equipment, as the distance of the vent and vent duct to the point of ignition is critical in the design.
3) Inerting: Of the three options, this is the easiest and least complex to implement. This method simply replaces air with nitrogen as the conveying gas. The elimination of oxygen prevents an explosion from occurring because the third leg of the fire triangle has been removed. It is a very simple procedure to connect a nitrogen supply to the suction lance on a vacuum conveyor. Nitrogen consumption is relatively low since the nitrogen only flows when the system is operating on the convey cycle.
Summary
The use of vacuum conveying in the fine chemical and pharmaceutical industries for powder transfer is a viable choice that addresses a wide variety of process requirements. The range of vacuum conveying techniques is evolving continuously, offering new solutions to the major manufacturers who are moving more and more to continuous processes. The ability to move small amounts of powder in a clean contained manner as well as the inherent process advantages (safety to operator and product) and increases in process efficiency make vacuum conveying via negative pressure the optimal material handling solution.
 About The Author: Sharon Nowak serves as Coperion K-Tron’s Global Business Development Manager for the food and pharmaceutical industries. Nowak works closely with Coperion K-Tron’s sales, marketing, research and development, and systems engineering departments to identify new applications and focus on specific needs of these industries. Nowak offers a 30-year background in the process equipment industry for both food and pharmaceuticals as well as a degree in chemical engineering from Rutgers University.
About The Author: Sharon Nowak serves as Coperion K-Tron’s Global Business Development Manager for the food and pharmaceutical industries. Nowak works closely with Coperion K-Tron’s sales, marketing, research and development, and systems engineering departments to identify new applications and focus on specific needs of these industries. Nowak offers a 30-year background in the process equipment industry for both food and pharmaceuticals as well as a degree in chemical engineering from Rutgers University.